En la industria farmacéutica, es fundamental garantizar que los paquetes blister estén correctamente llenos y que las tabletas se encuentren intactas. Una compañía farmacéutica de gran escala necesitaba inspeccionar sus bandejas de envase de burbujas para verificar la correcta colocación de las tabletas y evitar defectos en la producción.
Desafíos
Variabilidad en el tamaño de los paquetes blister, lo que dificulta la inspección uniforme.
Necesidad de detección precisa para identificar tabletas mal colocadas, astilladas o rotas.
Solución: Cámara Inteligente Serie VE
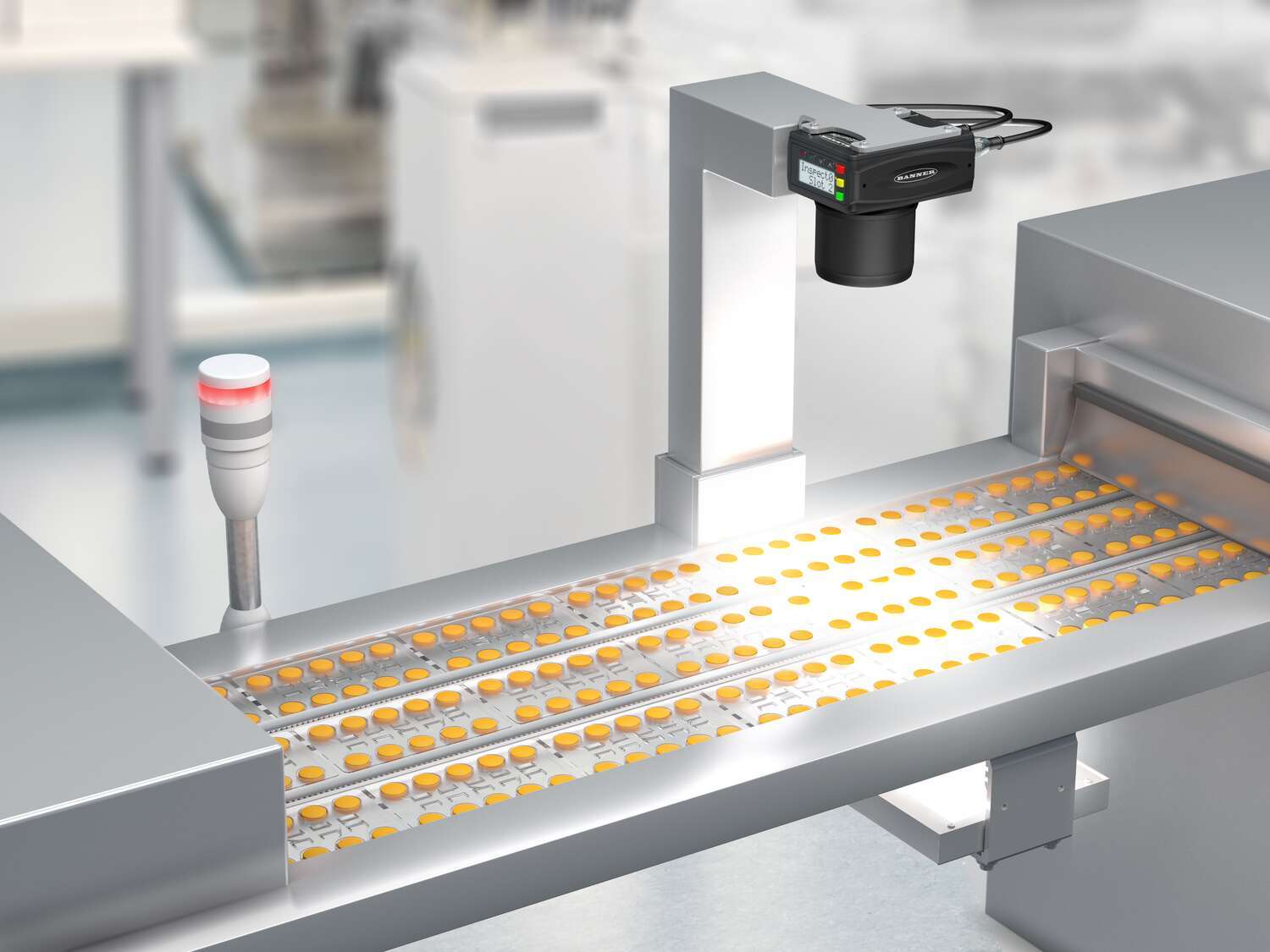
Para abordar estos desafíos, se implementó una Cámara Inteligente Serie VE. Instalada a aproximadamente 36 cm sobre la línea de producción, junto con una luz LED de fondo situada 10 cm por debajo, la cámara captura la imagen de las bandejas conforme emergen de la máquina.
El sistema utiliza una luz roja brillante que pasa a través de la bandeja, permitiendo que las tabletas bloqueen la luz y aparezcan oscuras con una forma bien definida. La herramienta Blob de la cámara permite:
Verificar la presencia y posición de las tabletas.
Reconocer su forma para detectar posibles defectos.
Cada inspección genera una salida aislada ópticamente a una torre de iluminación TL50, que se ilumina en verde si la inspección es aprobada y en rojo si no pasa. Las bandejas defectuosas se redireccionan fuera de la línea de producción automáticamente.
Beneficios Claves
Alta precisión en la detección de defectos, asegurando la calidad del producto final.
Implementación sencilla y rentable, con fácil integración en líneas de producción existentes.
Interfaz intuitiva y fácil de usar con el software de visión de Banner.
Tiempo de inactividad reducido, gracias a la capacidad de edición y solución de problemas en tiempo real mediante un emulador de software.
Las Cámaras Inteligentes de la Serie VE ofrecen una solución eficaz para la inspección de paquetes blister, garantizando la calidad de los medicamentos y reduciendo los costos asociados a errores de producción.